


About FST
Interesting facts about FST – the company’s philosophy, quality standards and its services for distributors and end users.
What is special about FST’s compressed air systems?
Our in-house production capacity and developmental expertise creates a unique combination of dependability, fast delivery and customisation; the possibilities are limited only by the laws of physics. This results in high quality compressed air systems made in Germany.
When was FST founded?
FST was founded in 2009. FST has grown continually since. The demand for our products, which meet the highest standards in compressed air treatment, has continued steadily ever since.
Where can I find the right contact person at FST?
At FST work with a passion for innovative compressed air treatment. We have in-house experts in engineering, sales, administration, purchasing, IT and marketing; there’s a team member on hand to help with anything you need.
Why is service so highly regarded at FST? What can I expect from FST’s service?
It is people who build business relationships and success. Our highest priority is that customers are satisfied not only with our products, but also with our consultation, our service and especially with our employees – even long after purchase.
Where can I find information about FST’s upcoming events and training?
Dates for the latest dates events, exhibitions or training courses with FST can be found on our Events & Training page.
Where is FST?
FST GmbH Filtrations-Separations-Technik has facilities in two locations: Administration and Sales are located in Essen, Production and Shipping in Netphen.
Compressed air and compressed air treatment
General and specialised information about working with compressed air and compressed air treatment: advantages, characteristics, costs, norms and purity classes.
Why compressed air?
Compressed air offers numerous advantages in a variety of applications.
Compressed air has a high efficiency and can release tremendous forces. Because compressed air is still air, it can easily be guided and controlled. Additionally, compressed air can be stored without loss.
This is part of the reason why compressed air – after electricity – is the most used energy source for industrial applications and trades. For countless companies, it is no longer possible to imagine production without it.
The beginnings of compressed air technology go back millennia: As early as the 1st century AD, the temple doors in Alexandria were opened via expanding air. Later, in the 17th century, scientists discovered the potential of compressed air to move bodies through tubes.
Nowadays, treated compressed air is used in countless industries ranging from automotive, food and beverages, chemicals, pharmaceuticals, production and breweries through to hospitals and marine applications.
What is compressed air?
Compressed air is energy in the form of compressed, ambient air.
This so-called “compressed air” has the constant desire to expand back to ambient pressure. During this expansion process, compressed air does work by releasing energy.
Thus, together with electric energy, compressed air is one of the most important and cleanest forms of energy used in industrial production.
What advantages come with the use of compressed air?
Treated compressed air offers numerous advantages:
- high energy density
- easy and loss-free storage
- local production scaled to demand
- versatile application
- easily transformed into other forms of energy e.g. blow air
- environmentally friendly
- easily transportable
How is compressed air produced?
Compressed air is produced by compressing the ambient air. This requires a compressor. Air compressors generally use either a piston or a screw. This compresses the air mechanically.
During compressed air generation, heat and – in the case of oil-lubricated compressors – additional oil components, are introduced into the compressed air. These and other contaminants, as well as moisture, must be removed again later. This process is called compressed air treatment.
How expensive is compressed air?
The price of compressed air cannot be calculated in a general way: each installation is unique.
The cost of compressed air depends largely on the desired volume flow, the required purity, the conditions on site, the existing compressed air system (if any), the intended application and many physical factors.
You can get a first impression of the prices for compressed air treatment on our prices page.
Our experts will be happy to advise you on the individual design as well as the calculation of the specific costs for compressed air.
What is compressed air treatment?
Compressed air treatment is the process of removing unwanted contamination from compressed air, and cleaning it according to the respective requirements.
Compressed air is treated in a system consisting of several consecutive treatment components. In this so-called "treatment chain", the required compressed air purity is produced step-by-step.
The aim of the treatment is ensuring the continuous operation of compressed air applications:
- Avoid operational disruptions (e.g. unscheduled downtime, increased maintenance and repair efforts).
- Keep production related contaminants in the compressed air away from produced goods.
The treatment of compressed air means active environmental protection and occupational safety. By efficiently removing harmful contaminants, they are not released into the environment.
What are particles?
Particles are solids or liquids with low mass found in ambient or compressed air.
There are solid and liquid particles:
- Solid particles in the air include almost all "solid" particles, e.g. dust, ash, soot, and smoke, as well as viruses and bacteria.
- Liquid particles are tiny liquid droplets, e.g. (water) mist, oil mist and all other liquid droplets or aerosols.

All of the above particles are undesirable in compressed air applications, and are harmful to the compressed air system. To prevent possible operational problems, it is necessary to treat the compressed air and remove particles prior to use.
What norms and guidelines exist for the treatment of compressed air?
FST expert Manfred Loy provides brief and concise information on five of the most important standards in the field of compressed air treatment:
Loy is chairman of ISO/TC 118/SC 4, member of ISO standards committee ISO/TC 118/SC 4/WG 1 („Compressed air purity specifications and treatment equipment, Pneurop (PN14 – Air Treatment“) as well as the DIN standards committee NA 060-08-14 AA („Compressed air treatment technology“).
Standards are works protected by copyright. In Germany, standards are therefore distributed exclusively by Beuth-Verlag.
1. ISO 8573
The ISO 8573 series of standards concerns the purity of compressed air at any point in the compressed air system (usually from the compressor aftercooler). It defines standardised and manufacturer-independent measurement methods for determining the contaminants contained in compressed air. It also contains methods for describing the required or measured purity of compressed air.
This series of standards includes ISO 8573-1, ISO 8573-2, ISO 8573-3, ISO 8573-4, ISO 8573-5, ISO 8573-6, ISO 8573-7, ISO 8573-8 and ISO 8573-9.
2. ISO 12500
The ISO 12500 series of standards describes test methods for comparative measurements of water separators and compressed air filters under laboratory conditions, and clearly defined operating conditions (so-called test conditions).
The goal is to create standardised, and thus comparable product characteristics. These enable the direct comparison of different products in terms of performance and economic efficiency. This series of standards includes the standards ISO 12500-1, ISO 12500-2, ISO 12500-3 and ISO 12500-4.
3. ISO 7183
The ISO 7183 standard describes standardised methods for the identification of technical characteristics of compressed air dryers.
The intention is to generate standardised and thus comparable product characteristics that enable the comparison of performance and economic efficiency of different products.
4. EN 12021
DIN EN 12021 defines important terms and reference conditions in the field of respiratory equipment or compressed gases for respiratory protective devices, as well as all legal requirements for:
- Breathing Air
- Oxygen compatible air (purified natural breathing air with (21±1)% O2)
- Nitrogen poor and enriched (Nitrox)
- Oxygen for breathing
- Oxygen and nitrogen gas mixtures
- Oxygen and helium gas mixtures (Heliox)
- Oxygen, helium and nitrogen mixtures (Trimix)
- Helium
In addition, it contains terms and notations as well as an appendix with further informative content on all aspects of breathing air purification.
5. VDMA 15390
The VDMA specification series 15390 is a national application guide for the ISO 8573 series of standards. It serves as a kind of substitute for ISO 8573 standards that are no longer published and is a small "compendium" of compressed air treatment. It also expands the ISO 8573 series of standards to include application-specific purity classes, as well as other useful information.
For selected application areas, the VDMA specification series 15390 serves as a guiding document. These include food & beverage, pharmaceutical technology (incl. packaging materials), and industrial wet painting technology.
What are the classes of compressed air purity according to ISO 8573?
Overall, the purity of compressed air is expressed in ten purity classes. These are regulated in ISO 8573-1 to 8573-9 and describe the quality of compressed air.
This series of standards includes the standards ISO 8573-1, ISO 8573-2, ISO 8573-3, ISO 8573-4, ISO 8573-5, ISO 8573-6, ISO 8573-7, ISO 8573-8 as well as ISO 8573-9.

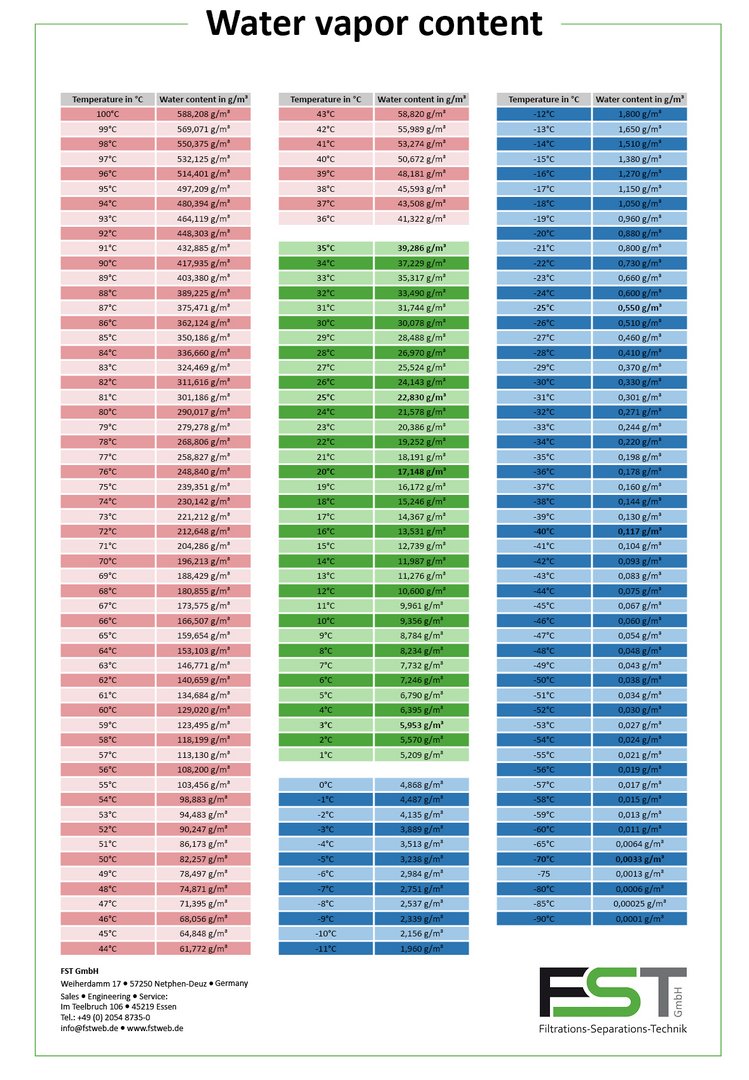
What is the maximum amount of moisture that compressed air can contain? What does the water vapor content table tell me?
A water vapor content table tells you the maximum amount of moisture that (pressurised) air can contain at a given temperature. The maximum amount of moisture depends exclusively on the temperature, not on the pressure.
One distinguishes between 3 states:
- Saturated: air or compressed air containing the maximum amount of moisture
- Undersaturated: air or compressed air containing less than the maximum amount of moisture
- Theoretically over-saturated: air or compressed air containing more than the maximum amount of moisture is "theoretically over-saturated" – the excessive amount of moisture condenses to liquid water while the air becomes saturated again.
For exact values, FST provides customers with a water vapor content table.
According to the Pressure Equipment Directive, which conformity assessment charts are used to classify FST products into (hazard) categories ?
There are two conformity assessment charts of the Pressure Equipment Directive 2014/68/EU (PED) for vessels according to Article 4(1)(a) Chapter i). Both help to calculate the hazard category according to the Pressure Equipment Directive.
1. Fluids of group 1

2. Fluids of group 2

Nitrogen generators
Useful and helpful information on the production and treatment of nitrogen: methods of operation, purity classes, costs.
How does a nitrogen generator work?
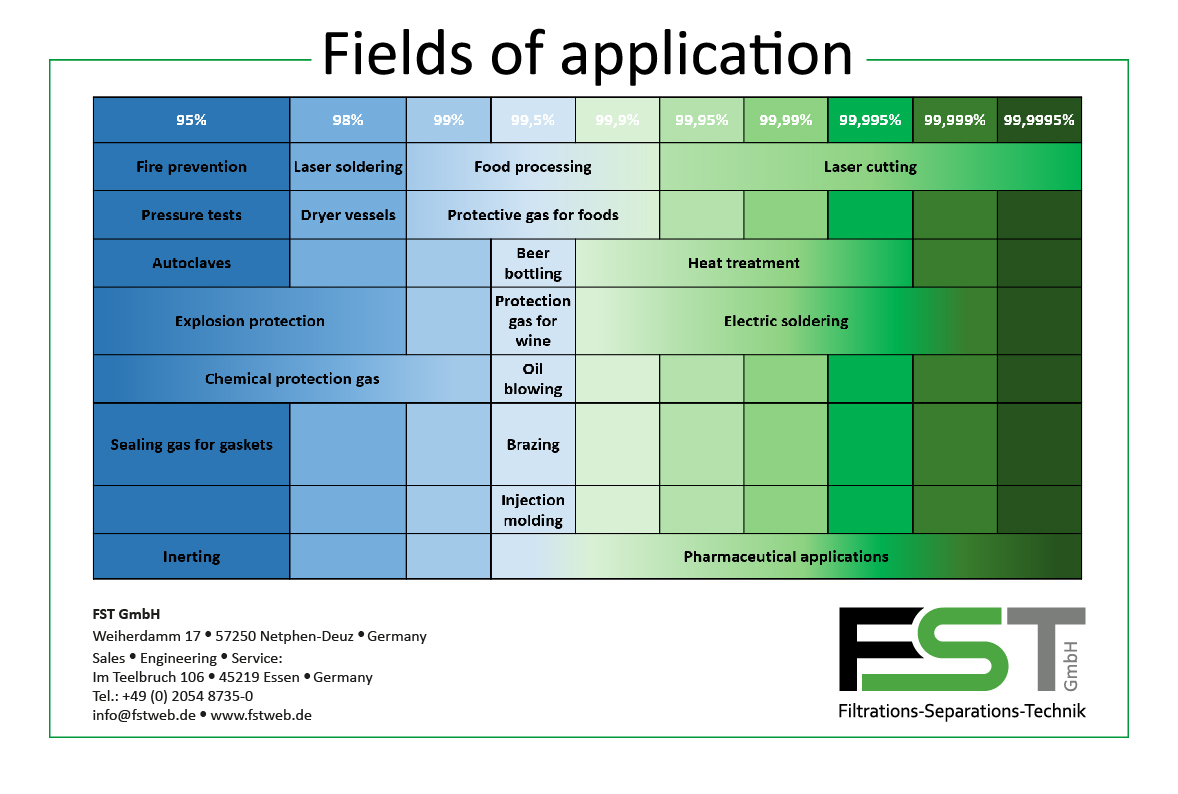
There are two methods for on-site nitrogen generation: firstly, pressure swing adsorption (PSA) with purities of up to 99.9995 %, and secondly, membrane generators (GNM) with a purity of 99.5 %. Both methods are suitable for reliable and stable N2 generation.
The method of pressure swing adsorption nitrogen generators (FST GNA series) is described in detail on our product page.
Membrane nitrogen generators (FST GNM series) differ in their function: here, compressed air flows through hollow fibre membranes. In the process, the oxygen diffuses through the membrane and forms the "waste gas" (permeate), while the remaining nitrogen (retentate) remains inside the membrane where it can be extracted for use.
What is nitrogen used for?
There are many examples of applications that make use of nitrogen:
- Customers use FST nitrogen generators in their laboratories as a fire safety measure for experiments.
- Nitrogen prevents unwanted chemical reactions with oxygen in industrial applications.
- In the food industry, for example, fruit and vegetables are protected from spoiling by nitrogen.
Further application examples can be found on our “Nitrogen generator” product page.
Which nitrogen purity is required for what application?
In nitrogen generation, there are different purity classes. As a distributor of nitrogen generators we have created a tabular overview:
Is the in-house generation of nitrogen cheaper than external purchasing, despite rising electricity prices?
Yes. Generating one’s own nitrogen is still profitable.
Due to rising electricity prices, the price for the external purchase of nitrogen is also increasing. Depending on the process, the purchase of a nitrogen generator incl. a storage tank often pays for itself after only 18 months of operation.
For specific prices of FST nitrogen generators, please take a look at our price list.
Compressed air dryers
Answers and tips concerning drying compressed air: dryer types, application examples, calculating and converting pressure dew points.
What is compressed air drying?
Compressed air drying is an elementary part of the treatment of compressed air. Its task is to reduce moisture in the compressed air to a determined residual value.
To reduce the moisture in the compressed air, FST customers use compressed air dryers [link (internal): compressed air dryers] and, where necessary, additional compressed air coolers.
In undersaturated compressed air, condensation processes can no longer take place; neither in the compressed air system nor in the compressed air application.
What types of compressed air dryers are there?
In addition to adsorption dryers, refrigeration dryers, membrane dryers and dew point boosters, FST also sells point-of-use dryers.
What does a compressed air dryer do?
The term "compressed air dryer" is to be taken quite literally: compressed air dryers dry compressed air.
To do this, they remove the natural humidity present in ambient air. Compressed air drying is an elementary part of compressed air treatment. At the end of this process, highly undersaturated compressed air is produced.
To achieve this undersaturation, there are various types of dryers such as refrigeration dryers, adsorption dryers or membrane dryers.
They all remove water from the compressed air. Only the dryers’ application, method of operation, and degree of drying differ.
How does a compressed air dryer function?
There are different types of compressed air dryers: refrigeration dryers, adsorption dryers, membrane dryers or dew point boosters. They all remove water from the compressed air in different ways.
Our experts explain their functionality of different compressed air dryer variants in this FAQ:
Why is compressed air drying needed?
In the treatment of compressed air and technical gases, liquid water is undesirable. Even the possibility of liquid water forming is something you want to prevent, because it can lead to operational disruptions.
That’s why companies utilise different drying technologies. In this way, they lower the dew point of compressed air, for example, to such a degree that no condensation (formation of liquid water) can occur.
What does dew point mean? What does the dew point tell me?
If a gas loaded with moisture (water vapor) cools down, liquid water forms at a certain temperature – either in the form of mist in the gas or dew on solid surfaces. This temperature is called the "dew point temperature" or simply "dew point". In short: a dew point indicates the temperature at which water begins to condense.
The dew point is used to measure and indicate the moisture content in gases. It is given in °C. Because it is so easy to understand, and is directly related to many process parameters, it is a popular physical quantity.
Unlike a concentration value, which describes the ratio between water and gas (e.g. in the unit g/m³), the dew point does not describe the amount of water in the gas. Rather, it describes the behaviour of the moisture dissolved in the gas, in relation to the gas temperature.
What is a pressure dew point?
According to the definition, the pressure dew point is the dew point of a pressurised gas such as CO2 (carbon dioxide), O2 (oxygen) or N2 (nitrogen). Dew point measurement in compressed air is used to optimally design compressed air applications according to the desired degree of dryness.
What is the difference between dew point and pressure dew point?
The term dew point refers to pressureless, atmospheric air ("atmospheric dew point"). A pressure dew point, in contrast, refers to a pressurised gas (e.g. compressed air) with a certain operating pressure.
If necessary, the atmospheric dew point and pressure dew point can be calculated from each other.
A dew point measurement, e.g. for compressed air dryers [link (internal): compressed air dryers], is usually given as a pressure dew point. However, it does not hurt to double check this beforehand – better safe than sorry.
How are residual moisture and the dew point calculated?
The dew point does not describe the amount of water in the gas. Rather, it describes the behaviour of the moisture dissolved in the gas in relation to the gas temperature. Accordingly, this information alone is not initially suitable for use in mass balance indications.
However, it is possible to convert dew points into a concentration of residual moisture. For this purpose, our experts have designed a vapor pressure table with which you can determine humidity and dew point temperature.
This table is based on the direct relationship between the dew point and the relative humidity (r.H). When the gas temperature reaches the dew point temperature, the relative humidity of the gas is exactly 100 % RH. Thus, the gas is fully saturated with moisture.
What is the unit of humidity in air?
The absolute humidity in the air or compressed air is given in grams per cubic metre (g/m³). This unit is fundamental for measuring humidity.
Adsorption dryers
Compressed air drying using the adsorption method is flexible and effective. FST experts answer questions about the heat regenerated, and heatless regenerated method, application scenarios and design.
How does an adsorption dryer function?
The basic task of adsorption dryers is to remove excess water from the compressed air during compressed air treatment. In the case of compressed air adsorption dryers, we differentiate between two methods of regeneration: heatless regeneration and heat regeneration. The drying process is identical.
Dryers of both types have basically the same build and can reach pressure dew points of up to -70°C. However, they vary in how they regenerate the desiccant.
Depending on the method, both the energy consumption and the regeneration times differ:
- Heatless regenerated dryers have short cycle times (approx. 10 minutes), consume a lot of purge air and thus a higher amount of energy.
- Heat regenerated dryers, on the other hand, have long cycles of more than 12 hours and consequently require significantly less energy.
Therefore, both adsorption dryer types are used in different fields of application and industries.
About the basic functionality
All adsorption dryers consist of two vessels. Both are filled with a desiccant. By switching them, they are operated in alteration.
The compressed air that is to be dried flows through one of the two vessels. The desiccant removes a high degree of moisture from it (so-called "adsorption"). In the second vessel, the moisture stored in the desiccant is simultaneously removed (so-called "regeneration").
Once the desiccant in the first vessel is saturated with moisture from the adsorption, the system switches between the vessels, and this process then starts anew.
A complete cycle of adsorption and regeneration on one vessel is called a "cycle"; the time required for this is the "cycle time".
Only the method with which the desiccant is regenerated, differentiates heatless and heat regenerated adsorption dryers from one another.
1. Heatless regeneration method

During heatless regeneration, a portion of the dried compressed air is extracted from the dryer's outlet. This is used for the regeneration of the desiccant. The compressed air is then expanded to ambient pressure and directed through the vessel being regenerated.
Here, the dried, expanded air, which is thus extremely undersaturated with moisture, extracts the moisture which has been adsorbed in the desiccant. Via a silencer, the air releases this condensate back into the environment.
2. Heat regenerated method

During heat regeneration of the desiccant, an electrical heater heats ambient air that has been sucked in. The regeneration heat is then fed through the desiccant by a blower or vacuum pump. The hot air removes the stored moisture from the desiccant and releases it back into the environment as it exits.
Alternatively, so-called closed loop systems regenerate the desiccant in a closed circuit - with ambient air drawn in only once. Dryers with this functionality are therefore independent of the ambient conditions.

In addition, heat regenerated dryers allow the individual integration of existing heat or cooling sources (e.g. superheated steam or cooling water). Such options further increase the economic efficiency of compressed air adsorption dryers.
Which industries use adsorption dryers?
Adsorption dryers are highly versatile, and they are especially useful in the automotive, chemical, pharmaceutical and synthetic materials industries. They are also frequently used in food production, the marine industry or in compressed air applications in the field of conveying air, control air, and instrument air.
Generally, companies need adsorption dryers when they want to achieve very low pressure dew points for which refrigeration dryers for example, are not adequate.
How do I know which adsorption dryer I need? Which dryer suits my compressed air application?
At FST, we manufacture a total of seven adsorption dryer types for different drying degrees and applications. As an adsorption dryer manufacturer, we have developed a free sizing tool for distributors to quickly configure the right unit for their needs.
Refrigeration dryers
Refrigeration dryers are both reliable and economical. Read more about their functionality, maintenance and cooling agents below.
What is a refrigeration dryer?
Refrigeration dryers dry (pressurised) air with the help of the cold. Refrigeration dryers are located relatively close to the beginning of the treatment chain, and usually reach pressure dew points of +3 to +5°C. If a higher degree of drying is desired, adsorption dryers are needed instead.
How do FST refrigeration dryers function?
Compressed air refrigeration dryers actively cool the compressed air. In this way, they enforce the premature condensation of the moisture contained in the compressed air.
The resulting condensate is collected in the refrigeration dryer and subsequently discharged. The compressed air is then heated again, transformed into a state undersaturated with moisture, and thus dried.
Who performs the refrigeration dryer maintenance?
Maintenance work on refrigeration dryers may only be performed by appropriately certified companies. One of these is FST.
Our experienced service technicians can carry out professional maintenance work on your refrigeration equipment. We are also happy to support your company with maintenance.
What cooling agents are used in compressed air refrigeration technology?
We use different cooling agents in different FST refrigeration dryer series:
| Refrigeration dryer series | Cooling agent |
|---|---|
| DFLO2.4–48 | R513A |
| DFLO66–2400 | R407C |
| DFLO5.4–18ES | R513A |
| DFLO24–600ES | R407C |
Some of these refrigerants differ greatly in terms of environmental friendliness and manufacturing costs.
Please note that according to §6 of the Chemicals Climate Protection Ordinance, refrigeration equipment may only be maintained by certified companies. Among them is FST.
Membrane dryers
The drying of compressed air using the membrane method works with pinpoint accuracy. We answer questions about the functionality and common areas of application.
What is a compressed air membrane dryer?
Membrane dryers are small compressed air dryers. Unlike adsorption dryers, they consist of a large number of hollow fibre membranes that can only be permeated ("diffused") by water molecules.
Because of their functional principle, membrane dryers are generally used for drying smaller volume flows.
How do membrane dryers function?
Compressed air membrane dryers consist of countless fine hollow fibre membranes. These membranes only allow water molecules to pass through ("diffuse").
During the drying process, expanded compressed air is taken from the outlet of the dryer and directed to the outer surface of the hollow fibres. There it draws moisture from the compressed air as it flows through the hollow fibres.
The efficient functionality of FST membrane dryers allows customers to achieve impressive pressure dew points of up to -40°C during compressed air treatment.
Which industries use membrane dryers?
Membrane dryers are mainly used in compressed air applications with increased requirements on the degree of drying and a low compressed air demand (< 50 m³/h).
These versatile compressed air dryers are therefore very popular in the automotive industry, or in metal processing. In this context, they are often used in measurement technology, or at test stations.
Dew point booster
FST customers gladly use our environment-independent booster. Our experts explain its functionality, advantages and popular applications.
How does a dew point booster function?
In contrast to common heat regenerating adsorption dryers, regeneration with dew point boosters works a bit differently.
But, with our booster series DTS HPI, only the upper portion of the desiccant vessel is heated, not the entire portion. The generated heat is stored in the desiccant and the insulated vessel. During the cooling phase - with the heater already switched off – the heat is then forced down through the desiccant bed from above.

In this way, dew point boosters save an above-average amount of heating power and regenerate the desiccant exceptionally effectively. In addition, they reduce the required purge air demand to a minimum of 2-3 % on average (assuming a pressure dew point at the inlet of +5°C).
What makes FST’s dew point boosters special?
FST is the only company whose dew point booster can compensate for the failure of a preceding refrigeration dryer: if the refrigeration dryer fails, our DTS HPI continues to function seamlessly as a heatless-regenerated adsorption dryer.
We also sell our boosters both individually and as a skid mounted system with a refrigeration dryer (a unique selling point in the industry). This way, FST customers can continue using their existing refrigeration dryer, or optionally purchase a new one. The individual integration of our booster into an existing compressed air system is easy for our technicians.
When is it worth using a dew point booster?
A booster is particularly worthwhile when you require low pressure dew points of up to -70°C and economic efficiency is a priority.
Even if a refrigeration dryer has to be purchased in addition to the booster, it is still worth the price in most cases.
Compressed air filters
Filtering compressed air – precisely to the required compressed air quality. We answer questions about the functionality, different filter elements, and the compressed air purity classes according to ISO 8573.
What is compressed air filtration?
In compressed air filtration, various filter elements gradually remove all kinds of solid and liquid contaminants from the compressed air: from large amounts of condensate and coarse contaminants such as rust or abrasion, to dust and oil droplets, to the finest oil mist and superfine dust.
Furthermore, specialised compressed air filters even remove viruses and bacteria thereby creating sterile compressed air. There are also compressed air filters with activated carbon that remove unpleasant smelling oil vapors.
As a filter element manufacturer, we know that compressed air filtration is a fundamental part of compressed air treatment. As such, it is included several times in every treatment chain.
What is a compressed air filter?
Compressed air filters are important components in every compressed air treatment chain: their function is to remove ("filter") unwanted solid and liquid contaminants from the compressed air. These include water, dust or oil (mist). This is how the filters protect subsequent compressed air dryers from the influx of harmful contaminants.
Depending on which filter element is inserted into a filter housing, different purity classes of compressed air quality can be achieved and measured using compressed air filters (see ISO 8573-1).
What types of compressed air filters are there?
In compressed air filtration, a distinction is made between particle filters, coalescence filters and process filters.
However, the filter element, which is inserted into the filter housing, is the deciding factor: In particle filters, it determines which particle sizes are separated and thus also the achievable purity class according to ISO 8573. In the field of process filtration, sterile filter elements or steam filter elements are used, for example.
FST offers compressed air filters for pressure ranges of up to 350 bar.
Do you need to know which filter element is the right one for your compressed air application? Our product database helps distributors and customers to quickly and easily convert the match codes of different filter elements.
What compressed air purity classes are there?
All purity classes in the field of compressed air are listed in ISO 8573-1: This standard defines compressed air purity classes from 0 to X for the following factors:
● Solid particles
● Humidity
● Residual oil content in the compressed air measured by the particle concentration (g/m³).
Depending on the type of compressed air application, different customers have different requirements for compressed air quality. To ensure that the systems of all customers meet the required purities, our contacts in the technical department are always happy to help with sizing.
What are compressed air filters used for?
Our ambient air contains contaminants and moisture. When the air is compressed into compressed air, these contaminants are then further concentrated.
In addition, oil-lubricated compressors release additional oil content into the compressed air (so-called residual oil content). Furthermore, when the hot, compressed air is cooled down to a usable operating temperature, large amounts of water (so-called condensate) are produced.
All this leads to unfiltered compressed air being contaminated. In this state, it cannot be used in compressed air applications using current technology. Such air would:
● Damage the compressed air system
● Harm people in the area of breathing air
● Pollute products that come into contact with it
For this reason, we work with various compressed air filters in compressed air treatmen: they clean the compressed air and treat it for use.
Water separators
Water separators filter coarse contaminants from the compressed air and are the first stage of compressed air treatment.
What is a compressed air water separator?
A water separator (also called cyclone separator or centrifugal separator) consists of a filter housing with a cyclone insert, which is usually made of stainless steel.
How does a cyclone separator work?
The moment the compressed air enters the filter housing, the cyclone insert gives it a spin. This creates centrifugal forces. These forces propel liquid and solid particles in the compressed air against the inner wall of the housing. Here, gravity causes liquid and larger particles to collect at the bottom of the casing. There they are discharged via a condensate drain.
For more information on the design and functionality of compressed air water separators, see the water separator product page.
Filter elements
As a filter element manufacturer, we help with the conversion of match codes from other manufacturers, and our own products. Here we answer frequent questions about FST filter elements.
How can I convert filter element match codes?
As a manufacturer of high-quality filter elements, we are happy to support you in the conversion of other manufacturers' products.
We have developed a product database for exactly this purpose. It helps distributors and customers to convert foreign elements quickly and to find the right FST filter element for their needs.
What sets FST's filter elements apart?
Our filter elements are versatile, high-quality, efficient and durable: FST filters ...
- cover an incredible range of filtration grades.
- are compatible with numerous competitor housings.
- are of high quality manufacturing: all filter layers are located between durable stainless steel support cylinders. That way, we exclude the possibility of the layers tearing off or being damaged during installation.
- have pleated filter media with a maximum surface area that has an impressive separation efficiency.
- extend the lifetime of the filter housings.
Does FST offer replacement filter elements for competitors’ filter housings?
Yes. FST offers numerous filter elements that are suitable for use in competitor housings. These include filter housings from renowned manufacturers such as Parker Zander, Hankison, BEKO or Atlas Copco.
A detailed list of all compatible manufacturers and elements can be found in our price list. Our product database helps you to convert the filter elements easily, and free of charge.
Special engineering
Custom-made products require intensive consultation. Here we answer some of the questions that FST customers most frequently ask our experts.
How does FST define special engineering?
At FST, what for many competitors is a special design, is for us a part of our individual service: this includes different dimensions, minor deviations in volume flows, or operating pressures.
At FST, the scope of special engineering includes, among other things:
- Adsorption dryers with stainless steel vessels.
- Modified dryer vessels
- Integration on skids or in containers, as a mobile solution
- Special solutions, e.g. for railway applications
- Individual paint finishes, e.g. special colours or paint layer thicknesses such as marine paint
- Special approvals outside the existing FST certifications.
What special requirements can FST fulfil?
In short: almost anything is possible. For dryer projects specifically, we have a checklist in which selected distributors can enter all requirements.
Special factors are easily provided for, including wind load or ground composition, tolerated noise level, explosion protection, material of bolts and nuts, specific documentation, corrosion protection, additional measuring instruments, and wiring.
Based on this list, our technical experts will prepare a quotation and provide you with a comprehensive consultation.
What kinds of special engineering projects has FST completed successfully?
Since its founding, FST can look back on numerous successful special engineering projects:
One example is the adsorption dryer DTS8600HP, which we manufactured as a CO2 adsorber for an air separation plant. Our customer had exceptionally high requirements for the size, because enormous amounts of compressed air are needed for this application.
You can find further examples on our special engineering page.
Oil vapor activated carbon adsorber
Oil vapor is the second largest vapor phase in compressed air treatment (behind water vapor). Accordingly, we frequently advise customers on questions regarding oil vapor activated, carbon adsorbers.
What is oil vapor?
Oil vapor is "vaporised" gaseous compressor oil. It is usually produced when compressed air is compressed at high temperatures.
Sometimes, however, oil vapor is also produced by hydrocarbons that are:
- Drawn in by the compressor with the ambient air
- Outgassing from gearboxes or
- Generally occurring in compressed air systems due to evaporation
Oil vapor has a high potential for condensation: In the case of oil vapor, the condensate consists of liquid oil. Even the smallest amounts can cause damage to the entire compressed air system.
That is why it is necessary to remove oil vapor from the compressed air by using an oil vapor activated carbon adsorber. This process takes place as part of the compressed air treatment.
What is the difference between oil vapor adsorption and oil vapor absorption?
Both terms are often used synonymously. This is a common misconception:
- Absorption means that one substance is absorbed by another. There is a certain degree of solubility.
- Adsorption, in contrast, is the accumulation of a substance, which only happens on the surface of the other substance.
The activated carbon of our oil vapor activated carbon adsorbers adsorbs oil vapor particles on its surface when cleaning the compressed air, and thus filters them out of the compressed air.
Therefore, in terms of function, they are adsorbers. Our adsorption dryers work according to the same principle.
The regeneration of activated carbon is possible, but more involved. Instead, FST customers replace the activated carbon every 12 months as part of regular maintenance.
What are oil vapor activated carbon filters used for?
Oil vapor activated carbon filters – or simplified: activated carbon filters – usually fulfil the function of a point-of-use filter. They act as so-called "police filters" in the compressed air network, to ensure that the compressed air is oil-free prior to use.
Compressed air aftercooler
Compressed air cooling takes place in every compressed air system. We describe how it works, why it is used and answer questions to clarify the terms.
What is compressed air cooling?
When cooling compressed air, a compressed air cooler brings the compressed air from a high compression end temperature (approx. 70°C-120°C) to a lower temperature suitable for use (approx. 25°C-35°C). Only then can it be used for certain compressed air applications.
Compressed air coolers are usually already integrated into the compressor. If no compressed air cooler is installed in the compressor or the existing cooling is not sufficient, the compressed air must be aftercooled with a compressed air cooler called "aftercooler" or "heat exchanger".
Why cool compressed air?
Cooling compressed air is an effective way to reduce the amount of moisture in the air flow: When compressed air is cooled, condensation occurs. You can discharge this water. This makes the compressed air dryer (at least in absolute terms). The relative humidity remains at 100%, of course.
Only when compressed air has reached a certain degree of dryness, can it then be used at all.
Another reason for compressed air cooling: Downstream compressed air dryers in the treatment chain have to handle a smaller load of water. Therefore, smaller dryers can be purchased, which are a) more affordable and b) consume less energy.
Desiccants also lose their effectiveness as temperatures rise; the higher the temperature, the lower the adsorption capacity.
Compressed air cooler, heat exchanger, aftercooler – What is the difference?
All these terms mean the same thing. Compressed air cooler, heat exchanger and aftercooler describe a device that cools the generated compressed air.
At FST, we prefer to use the term compressed air aftercooler for our products.
Breathing air systems
Correct handling of the treatment of breathing air is vital. FST experts provide information on humidification, and the difference between medical and industrial breathing air.
What is breathing air?
Breathing air is a highly purified gas mixture breathable by humans. It is typically produced from compressed air by undergoing breathing air purification treatment.
Breathing air is used to ventilate people. Depending on the context in which this ventilation takes place, a distinction is made between medical and industrial breathing air.
In addition to particles and residual moisture, CO and CO₂ components are also specifically reduced to the regulatory level in the breathing air devices from FST.
The European Pharmacopoeia (Pharmacopée Européenne) and breathing air standard DIN EN 12021 sets limits for the composition of breathing air. FST breathing air devices are well below these limits.
Why does breathing air need to be humidified?
After purification in a breathing air system, the compressed air is exceedingly dry. This dryness is further exacerbated by the cooling via expansion to atmospheric pressure.
It would be unhealthy to breathe this extremely dry air. Consequently, a small amount of humidity is deliberately added to medical breathing air.
What is the difference between medical and industrial breathing air purification?
The main difference lies in the different sets of regulations: All FST medical breathing air systems are approved according to the European Pharmacopoeia. Industrial breathing air purification, on the other hand, follows the regulations of the breathing air standard DIN EN 12021.
In the design of the breathing air systems themselves however, there are only a few differences between medical and industrial breathing air purification: With our medical breathing air purification system DPS BM, we simply use one additional pre-filter.
Condensate technology
As a distributor of high-quality condensate technology in Germany, we address questions about condensate, application purposes and environmental aspects.
What is condensate?
Condensate is liquid contaminants in a compressed air system that settle. It is also called condensed water.
Condensate forms during condensation processes, e.g. in compressed air coolers or compressed air dryers. Special filters can specifically remove ("separate") the condensate from the compressed air system.
What is condensate technology needed for?
Condensate technology is divided into condensate drainage and condensate treatment.
Condensate drainage removes any liquid from the compressed air system by condensation or targeted separation. This prevents the spread of liquid contaminants within the compressed air system and ensures smooth operation.
During condensate treatment, the condensate contaminated with dirt, oil and hydrocarbons is cleaned. Oil-water-separators are used for this purpose. Afterwards, it is possible to discharge the condensate in an environmentally friendly way into a sewage system or a body of water.
During the treatment process of compressed air, where does condensate form?
Condensate is produced mainly at the beginning of central compressed air treatment:
- Large amounts of condensation water are already produced during compressed air cooling. Cool air can store less moisture. It is therefore necessary to drain the condensate produced in the compressed air aftercooler from the compressed air system.
- Water separators: Water separators] are usually used at the beginning of the treatment. These also remove large quantities of water from the compressed air fed in, which are discharged using condensate technology.
- Other sources of condensate are the pre-filters of refrigeration and adsorption dryers and the refrigeration dryers themselves. They are all equipped with condensate drains.
Because the compressed air coming from an adsorption dryer is highly undersaturated, no further condensation occurs afterwards.
Why is it necessary to remove condensate from the compressed air system?
Compressed air with condensate is contaminated. To be able to use the compressed air at all, you have to remove the condensed water. Otherwise it leads to corrosion or negatively impacts the application.
Is condensate damaging to the environment?
Compressed air condensate is contaminated with impurities that are "washed out" of the compressed air and the compressed air network during the condensation process. These include dust, oil, hydrocarbons, abrasion, rust and other contaminants contained in the compressor intake air.
Accordingly, compressed air condensate is classified as hazardous to water in the German federal water act (water hazard class 3). Therefore, the condensate must first be removed from the compressed air system (so-called condensate drainage and then purified (so-called condensate treatment).
Only by treating compressed air condensate is it permissible to discharge it into the wastewater network or bodies of water – and acceptable according to our current view of environmental responsibility.
Condensate drains
Condensate drainage removes liquid that accumulates during compressed air treatment. Customers often enquire about procedures, condensate quantity and different condensate drains.
How do you drain condensate?
Compressed air condensate drains are used to drain condensate. This allows the condensate to be safely drained for further treatment.
As a rule, condensate drains are mounted directly at the bottom of the compressed air filter housing.
However, before the condensate can be reintroduced into the water cycle, it must first be treated. Oil-water-separators are used for this purpose.
How to calculate the volume of condensate produced in compressed air treatment?
The produced amount of condensate depends on various factors:
- Humidity of the ambient air
- Ambient temperature
- Volume flow
- Design and size of the compressed air system
For example, at an ambient air temperature of 25°C and 60 % relative humidity, 13 litres of condensate per hour are produced in a compressed air system with a refrigeration dryer at 7 bar and 1,000 m³/h (approx. 90 kW compressor performance).
For specific calculations, we provide a water vapor content table.
What types of condensate drains are there?
In general, a distinction is made between manual, level controlled and time controlled condensate drains:
- Manual drains must be opened by hand for the condensate to drain.
- With level controlledcondensate drains, the condensate's level has a direct bearing on when the condensate is drained. When the condensate reaches a certain level, a float rises with it, triggering the draining process.
- With time controlled drains, you can set a specific time interval after which they open and discharge any condensate that accumulates.
Our technical support team knows which condensate drains are best suited for your compressed air application.
Oil-water separators
In compressed air treatment, it is usually necessary to remove oil contents from the produced condensate. We answer if and how this works.
How can you tell if oil can be separated from water?
Whether condensate is separable and can be treated with an oil-water separator can be determined by a simple test.
Take a condensate sample and leave it in a glass for 24 hours. If the oil clearly settles to the top during this time and the lower half of the glass clears up, the condensate can easily be treated with an oil-water separator.
How does an oil-water separator function?
Separating oil and water usually requires no additional energy: in the oil-water separator, the condensate is mechanically guided through individual chambers with different heights. Here, the oil is gradually separated from the water by gravity. An additional activated carbon filter prior to the outlet ensures that even the smallest hydrocarbon components are adsorbed.
Modern oil-water separators such as the CSJ series from FST work according to the same basic principle. However, their chambers are combined into a compact unit. In this series, the adsorbed oil is collected in PP-bags and stored permanently.
Accessories & retrofit solutions
As a manufacturer of high-quality products for the treatment of compressed air and technical gases, we are a reliable partner for accessories and retrofit solutions for our own and competitors' products.
For which products does FST offer accessories and retrofit solutions?
Our product portfolio includes accessories and upgrade solutions for various product categories: Compressed air filters, compressed air dryers or nitrogen generators.
FST offers, among other things, modern controls for dryers, interface gateways, differential pressure gauges, accessories for measurement technology and other components.
Which advantages come with using original FST-accessories?
With FST accessories, you can easily upgrade and modernise existing systems. Due to their high quality, our compressed air accessories are reliable and durable. Depending on the accessory/retrofit solution, you can increase the operating safety, efficiency or service life of the respective compressed air application.
Can FST also upgrade or retrofit compressed air systems from other manufacturers?
Yes. The accessories from FST are compatible with many – even older – systems from other manufacturers.
FST customers can also retrofit compressed air accessories such as measuring technology, pressure gauges or modern controls for compressed air dryers as well as other compressed air systems so that existing compressed air systems, for example, work more efficiently or meet current requirements.
Compressed air spare parts
Even the best product needs a spare part at some point. We explain all the characteristics and services of the FST service concept.
What types of spare parts does FST offer?
We offer numerous spare parts. By default, we sell our compressed air spare parts in the form of so-called service kits. These maintenance kits are precisely matched to the various products from FST or other manufacturers. They correspond to the respective maintenance cycles.
In addition, FST also sells individual spare parts. These include, but are not limited to, process flap valves, seals and other valves.
How important is maintenance & servicing for compressed air applications?
Maintenance and servicing play a particularly important role in compressed air treatment. This especially applies to compressed air filters [link (internal): Compressed air filters] and adsorption dryers.
Only if the compressed air system can permanently maintain the required compressed air purity is operational safety guaranteed.
Furthermore, delayed maintenance or delayed replacement of filter elements also lead to a higher differential pressure. As a result, they generate higher energy costs.
Can FST also help me with the maintenance of equipment from other manufacturers?
Yes. In tandem with the maintenance work itself, FST can also provide the spare parts for other manufacturers.
Our experts in the service team are competent and have many years of experience. Their expertise, in some cases, dates back to a time before FST was founded. As a result, they are just as familiar with competitor products as they are with the latest developments.
News from FST: Our Newsletter
Sign up now and stay up to date. In the FST newsletter we inform you about new products, training courses, events and more.
NEED MORE INFORMATION? TAKE A LOOK!
Contact the best person
Or use our search function to find the right expert for your country. We are happy to help.